反应釜安装氧气分析仪的重要性!
近年来,化工、医药行业反应釜的泄漏、火灾、爆炸事故屡屡发生。由于釜内常常装有有毒有害的危险化学品,事故后果较一般爆炸事故更为严重。那么发生爆炸的原因是什么?又有什么有效控制爆炸的方法呢?艾伊科技为您解答。
反应釜发生爆炸所需要具备的条件
反应釜发生燃烧爆炸要同时具备三个条件:可燃性物料、氧气和着火点。反应釜物料本身大多属于危险化学品,一旦泄漏,会与空气形成爆炸性混合物,遇到火源(明火、火花、静电等),可能引起火灾爆炸,如果物料属于有毒有害性物质,一旦泄漏,可能造成人员中毒窒息。
控制反应釜爆炸的方法
防止爆炸本质上就是对着三个因素的控制,在其它两个条件无法规避时,控制反应釜内部氧气浓度含量是避免爆炸最重要的环节。
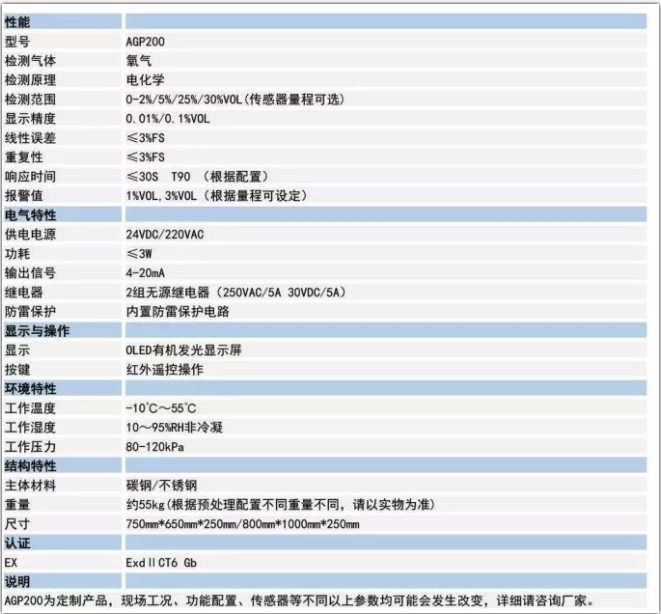
加装氧气浓度在线分析仪是比较先进的一种方式,它是将反应釜内的样气抽出实时监测内部氧气浓度值,当氧气超标时可实现自动连锁。

目前存在的最大问题是由于反应釜各厂家投料、参数不一,情况复杂多变,对于不同的工艺参数需要定制专门的预处理系统,否则很难实现正常运行。

1、解决反应釜工艺面临的易腐蚀工艺难点,采用特殊预处理装置可有效去除各类酸、碱、苯醇脂类有机溶剂等对传感器的腐蚀,相比于常规产品,使用寿命延长3倍以上。
2、超过30种技术方案、配置从容应对各类工况,针对不同的投料环境可以提供对应的解决方,解决腐蚀问题。
3、标准输出信号与多级开关量信号,完美匹配反应釜控制系统、充氮系统。根据不同需要,可以实现声光报警、充氮置换、停机保护等多种安全联锁功能。
4、技术培训、定期维保等多种服务可选。

南京艾伊科技专注一体化凯发网站的解决方案和气体检测分析仪,粉尘检测仪,气体检测报警仪,氧含量分析仪,可燃气体检测仪等.生产,销售,研发,售后一条龙科技服务商. 咨询热线:400-025-9821




同类文章排行
- 锅炉房安装气体检测仪的重要性这几点需要了解到
- 可燃气体报警器可以检测那些气体?
- 固定式有毒气体报警器使用规则请牢记这十点!
- 不同的反应釜如何选择合适的氧含量分析仪
- 请查收这份固定式气体检测仪的现场应用案例
- 气体检测仪的重要性之工业过程为什么要监测气体?
- 有毒气体检测仪的重要性之容许浓度的定义
- 氧气分析仪注意这些使用规则可增加使用寿命
- 防爆氧分析仪在工业应用中的优势
- 在甲苯制药工艺中必须佩戴便携式气体检测仪
最新资讯文章
您的浏览历史

